在航空航天發(fā)動(dòng)機(jī)葉片的冷卻微孔中,在心臟支架的精密網(wǎng)格結(jié)構(gòu)里��,在5G手機(jī)主板的微米級(jí)通孔內(nèi)——激光微鉆孔技術(shù)正以驚人的精度重塑現(xiàn)代制造業(yè)的邊界��。隨著全球制造業(yè)對(duì)微孔加工精度要求突破0.1mm級(jí)�,這項(xiàng)技術(shù)憑借其非接觸、高效率���、多材料適應(yīng)性的特點(diǎn)��,正在替代傳統(tǒng)機(jī)械鉆孔����、電火花加工等工藝�,成為精密制造領(lǐng)域的核心技術(shù)。本文將深度解析這項(xiàng)革命性技術(shù)的核心優(yōu)勢(shì)及產(chǎn)業(yè)化應(yīng)用����。
一、應(yīng)用背景
傳統(tǒng)微孔加工技術(shù)面臨諸多挑戰(zhàn):機(jī)械鉆孔排屑困難�����、潤(rùn)滑不足,難以加工深微孔���;電火花加工(EDM)電極損耗大���、材料去除率低,影響孔的質(zhì)量����;電化學(xué)加工(ECD)電解液濃度難以維持,不適用于深微孔���;超聲加工(USM)工具磨損嚴(yán)重����,加工效率低��。相比之下��,激光微鉆孔技術(shù)具有非接觸加工��、適用材料廣���、加工效率高���、熱影響小等優(yōu)勢(shì),成為解決上述問(wèn)題的理想選擇�����。
二����、基本原理
激光微鉆孔(LBMD)是一種非傳統(tǒng)鉆孔技術(shù),其核心是通過(guò)聚焦透鏡將激光精準(zhǔn)作用于特定表面區(qū)域�����,利用熱能實(shí)現(xiàn)材料的去除����,進(jìn)而完成微結(jié)構(gòu)的加工,如微凹坑�、微溝槽和微孔。其基本原理包括兩個(gè)階段:
-
光熱階段:激光能量使材料熔化和蒸發(fā)�����,同時(shí)產(chǎn)生等離子體和反沖壓力,促進(jìn)材料排出�����,形成微孔��。
-
光化學(xué)階段:激光能量直接破壞原子鍵��,進(jìn)行非熱燒蝕���。
激光波長(zhǎng)的影響
激光波長(zhǎng)對(duì)加工質(zhì)量和效率有重要影響���。短波長(zhǎng)(如紫外激光)具有更大的單光子能量,能以“冷加工”的方式去除材料����;而長(zhǎng)波長(zhǎng)(如紅外激光)則單光子能量小,通過(guò)分子共振使材料熱運(yùn)動(dòng)加劇�����,實(shí)現(xiàn)熱燒蝕去除���。當(dāng)入射光子數(shù)量足夠時(shí)���,紫外激光也會(huì)發(fā)生光熱轉(zhuǎn)換,產(chǎn)生熱燒蝕���。
(1)用不同波長(zhǎng)納秒激光加工碳纖維增強(qiáng)碳化硅材料��,1064nm激光燒蝕閾值小�,易去除材料�����,但熱影響區(qū)大�����;355nm激光加工質(zhì)量好�,熱影響區(qū)小,但燒蝕閾值大���。
(2)加工薄柔性玻璃時(shí)�,1030nm激光有效切割速度快但質(zhì)量差���,343nm激光加工質(zhì)量?jī)?yōu)但速度慢��,515nm激光則兼具質(zhì)量和效率��。
激光脈沖根據(jù)持續(xù)時(shí)間可分為長(zhǎng)脈沖���、短脈沖和超短脈沖
-
長(zhǎng)脈沖激光:材料去除率高達(dá) 27.4mm³/min���,但熱影響區(qū)大。
-
短脈沖激光:加工質(zhì)量和精度優(yōu)于長(zhǎng)脈沖���,但仍存在熱影響問(wèn)題�����。
-
超短脈沖激光:有效改善熱影響區(qū)��、重鑄層和裂紋等缺陷��,不過(guò)材料去除率較低��,約為 0.054mm³/min�����。
三��、激光微鉆孔方法
激光微鉆孔的常見(jiàn)工藝方法包括復(fù)制法和輪廓迂回法:
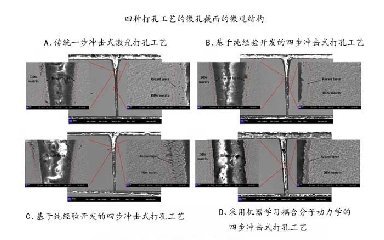
(1)復(fù)制法:激光頭與工件都保持不動(dòng)���,通過(guò)調(diào)節(jié)激光頭和工件的距離尋找到最小的光斑或最好的焦點(diǎn)位置后����,在此距離使用連續(xù)的激光照射加工區(qū)域�。在工業(yè)應(yīng)用中�,激光有單脈沖叩擊法和多脈沖叩擊法兩種形式,由于多脈沖叩擊法的打孔效果更好���,在工業(yè)加工領(lǐng)域更為常見(jiàn)����。
(2)輪廓迂回法:工件保持不動(dòng)�����,通過(guò)光學(xué)系統(tǒng)控制激光束在工件表面移動(dòng)�����。該方法可細(xì)分為旋切法和螺旋掃描法。
旋切法加工時(shí)��,激光頭會(huì)根據(jù)設(shè)定好的路徑進(jìn)行移動(dòng)����,能夠獲得圓整度較高的小孔或諸如正方形、三角形�、多邊形的異形孔。而在加工高深徑比的微孔時(shí)��,
螺旋掃描法更為有效���。螺旋掃描法是在使用多脈沖叩擊法的同時(shí)�����,激光源沿設(shè)定好的螺旋路徑和速度移動(dòng)��,通過(guò)調(diào)節(jié)速度和螺旋路徑可以改變微孔的深度以及錐度���。
基于激光脈沖持續(xù)時(shí)間和孔尺寸,可進(jìn)一步分為:
(1)微鉆孔:采用微秒和納秒短脈沖���,加工直徑小于1mm的孔����;
(2)納米鉆孔:采用短于1ps的激光脈沖,加工直徑200-600nm的孔��;
(3)精密鉆孔:采用飛秒激光脈沖��,用于高質(zhì)量鉆孔����。
四、不同材料的加工特性
(1)有色金屬
-
銅:銅因高反射率導(dǎo)致激光鉆孔困難且成本高�。
-
鋁:鋁及其合金在諸多行業(yè)應(yīng)用廣泛�,但高反射率和熱導(dǎo)率使其激光加工頗具挑戰(zhàn)。
(2)黑色金屬
-
鋼:激光脈沖鉆孔不銹鋼時(shí)����,材料去除機(jī)制主要包括加熱、熔化和汽化���,較高的激光脈沖強(qiáng)度可提高材料去除率��。
(3)難切削材料
-
鎳基高溫合金:激光微鉆孔應(yīng)用于鎳基高溫合金時(shí)���,存在孔錐度、重鑄層和飛濺沉積等缺陷。采用高頻率和高功率可減少此類(lèi)缺陷�����,控制焦點(diǎn)位置能控制孔直徑��,不同輔助氣體對(duì)飛濺形成有不同影響�,高溫涂層可減少微裂紋和分層。
-
鈦合金:鈦合金機(jī)械鉆孔較為困難����,激光微鉆孔是加工鈦合金的潛在技術(shù)。
五����、廣泛應(yīng)用
(1)汽車(chē)發(fā)動(dòng)機(jī)噴油嘴制造:汽車(chē)發(fā)動(dòng)機(jī)噴油嘴的孔質(zhì)量會(huì)影響燃油霧化和噴射模式,進(jìn)而影響發(fā)動(dòng)機(jī)效率和排放���。激光微鉆孔可加工出圓度好�、錐度低��、碎屑少且內(nèi)壁光滑的微孔�,其鉆孔時(shí)間為0.8-2s(孔徑0.15-0.2mm,厚度0.25-0.35mm)�����,比電火花加工快10倍 ,是汽車(chē)行業(yè)生產(chǎn)噴油嘴的可行選擇���。
(2)醫(yī)療領(lǐng)域:在心臟支架制造方面���,中國(guó)每年約有200萬(wàn)個(gè)支架植入患者體內(nèi)。激光切割因靈活性高���、產(chǎn)量大����、加工時(shí)間短����,成為制造復(fù)雜設(shè)計(jì)支架的首選�����,超短脈沖激光可實(shí)現(xiàn)高質(zhì)量微切割��,無(wú)需后處理�����。
(3)電子領(lǐng)域:在噴墨打印機(jī)噴嘴制造中,惠普部分型號(hào)打印機(jī)采用激光鉆孔技術(shù)���,如Deskjet 800C和Desk Jet 1600C使用28µm直徑的激光鉆孔噴嘴����,分辨率達(dá)600dpi���,優(yōu)于傳統(tǒng)電鑄方法�����。在印刷電路板(PCB)制造中�����,激光鉆孔可加工微盲孔��,滿(mǎn)足產(chǎn)品小型化需求�����,如皮秒激光能加工直徑4µm����、孔間距8µm的微盲孔,比20µm尺寸的納秒激光鉆孔提升6.7倍�����。
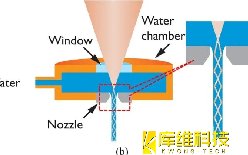
(4)其他領(lǐng)域:在微流控裝置制造中����,激光鉆孔可在玻璃等材料上加工無(wú)碎屑、無(wú)熱損傷的微端口����。在渦輪葉片氣膜孔加工方面,激光微鉆孔是在鎳基高溫合金葉片上加工冷卻孔的常用技術(shù)��,長(zhǎng)脈沖激光加工速度快但有缺陷��,超快激光能減少熱影響區(qū)和重鑄層���。在廢水處理的微濾器制造中,弗勞恩霍夫激光技術(shù)研究所開(kāi)發(fā)的激光鉆孔微型塑料過(guò)濾器�,含有5900萬(wàn)個(gè)直徑10µm的微孔,其采用多光束工藝�����,用超短脈沖激光系統(tǒng)實(shí)現(xiàn)同時(shí)鉆孔。