手持式激光焊接技術(shù)憑借其高精度�、高效率的特點�����,在汽車制造��、鋼結(jié)構(gòu)工程�����、精密儀器加工等領(lǐng)域得到廣泛應用��。焊縫過高(焊縫肥大)作為典型工藝缺陷���,直接影響產(chǎn)品外觀質(zhì)量與結(jié)構(gòu)強度���。統(tǒng)計數(shù)據(jù)顯示��,焊縫成型不良導致的返工成本可占生產(chǎn)總成本的15%-20%。本文基于行業(yè)實踐與技術(shù)文獻�����,系統(tǒng)解析該問題的成因并提出創(chuàng)新解決方案���。
一���、焊縫過高的核心成因分析
1、工藝參數(shù)失衡
??送絲速度失控??:送絲機參數(shù)設(shè)置超出設(shè)備額定范圍(常規(guī)不銹鋼材料建議送絲速度20-50cm/min)���,導致填充金屬過量堆積�。
??焊接速度過低??:行進速度低于0.5m/min時�����,熔池冷卻時間延長�,液態(tài)金屬過度流動形成隆起。
??激光功率匹配不當??:功率低于材料熔點需求(如碳鋼需≥1.2kW)時,熔深不足引發(fā)補償性送絲過量�。
2、設(shè)備系統(tǒng)誤差
??光絲同軸偏差??:激光焦點與送絲嘴中心偏移超過±0.2mm�,導致熔敷金屬分布不均。
??送絲機構(gòu)抖動??:伺服電機精度不足(重復定位誤差>±0.05mm)造成送絲軌跡波動�����。
??氣體保護失效??:氬氣流量<15L/min時�,熔池氧化加劇形成表面凸起。
3����、材料與工況干擾
??板材表面粗糙度??:Ra值>6.3μm的板材在焊接時熔融金屬流動性變差,需額外填充量增加30%�。
??鋅層揮發(fā)影響??:鍍鋅鋼板焊接時鋅蒸氣干擾熔池形態(tài),導致焊縫局部隆起高度增加0.3-0.5mm�。
??裝配間隙超標??:接頭間隙>0.1mm時,熔融金屬需覆蓋更大面積�,形成堆積。
二���、系統(tǒng)性解決方案
1��、工藝參數(shù)優(yōu)化體系

2���、設(shè)備精度提升方案
??光路校準系統(tǒng)??:引入激光跟蹤儀(精度±0.01mm)實現(xiàn)光絲同軸度實時監(jiān)測��,配合六軸聯(lián)動補償機構(gòu)���。
??送絲機升級??:采用諧波減速伺服電機(減速比1:100),配合張力傳感器實現(xiàn)±0.02N送絲力控制��。
??氣路優(yōu)化設(shè)計??:雙通道氣體混合系統(tǒng)(氬氣70%+氦氣30%)�,通過CFD模擬優(yōu)化噴嘴流場分布���。
3��、智能監(jiān)控技術(shù)應用
??視覺檢測模塊??:集成200萬像素工業(yè)相機����,通過OpenCV算法實時分析焊縫截面輪廓���,偏差檢測精度達±0.05mm�����。
??自適應控制系統(tǒng)??:基于BP神經(jīng)網(wǎng)絡建立參數(shù)關(guān)聯(lián)模型���,動態(tài)調(diào)整送絲速度與激光功率(響應延遲<20ms)�����。
??數(shù)字孿生平臺??:構(gòu)建虛擬焊接環(huán)境��,預演不同參數(shù)組合的成型效果���,縮短工藝調(diào)試周期40%。
三�����、預防性維護策略
??設(shè)備日檢制度??:包括光路準直度測試(使用He-Ne激光校準)���、送絲輪磨損檢測(間隙>0.1mm需更換)�。
??工藝參數(shù)數(shù)據(jù)庫??:建立不同材料(碳鋼/不銹鋼/鋁合金)的參數(shù)矩陣���,涵蓋200組工藝窗口����。
??操作人員認證??:實施ISO 14732標準培訓��,要求掌握激光能量密度計算(E=P/v)、熔池動態(tài)觀測等核心技能�。
解決手持式激光焊接焊縫過高問題需構(gòu)建"參數(shù)優(yōu)化-設(shè)備升級-智能監(jiān)控"三位一體的技術(shù)體系。隨著智能制造技術(shù)的深入應用���,焊縫成型質(zhì)量將實現(xiàn)從毫米級到微米級的跨越式發(fā)展��。

焊接自動化是否能適應小批量生產(chǎn)����?
鈦合金激光焊接零堆積的奧秘:納米涂層技術(shù)如何改寫冶金規(guī)則?

激光焊接位置對焊縫質(zhì)量的影響分析:平焊����、橫焊、垂直焊工藝對比

激光焊接中保護氣參數(shù)的關(guān)鍵作用與優(yōu)化策略

激光焊接技術(shù)革新:43秒完成新能源汽車車身制造

激光焊接知識分享:焊縫跟蹤技術(shù)
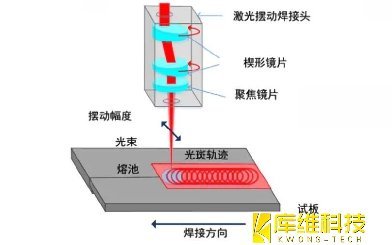
激光焊接技術(shù)分享:激光擺動焊接技術(shù)

2024年激光焊接技術(shù)的最新趨勢

不同類型的焊接方法有哪些�,適合哪些應用?
