激光焊接中保護氣參數(shù)的關(guān)鍵作用與優(yōu)化策略
發(fā)布日期:2025-03-17 09:48 ????瀏覽量:
在精密制造領(lǐng)域����,激光焊接技術(shù)憑借高能量密度和低熱輸入特性成為核心工藝,但其對保護氣參數(shù)的敏感性常成為制約焊接質(zhì)量的關(guān)鍵因素���。本文從氣體類型��、流量控制及吹氣方式三個維度����,結(jié)合材料特性與工藝實踐,解析保護氣參數(shù)對焊接效果的調(diào)控機制�����。
一���、保護氣類型
保護氣的主要作用是隔絕氧氣��、調(diào)控熔池行為并改善能量耦合效率�����。從化學(xué)性質(zhì)上劃分�����,保護氣可分為惰性氣體(氬氣����、氦氣)與活性氣體(氮氣�����、二氧化碳)。
惰性氣體(氬氣����、氦氣)與活性氣體(氮氣���、CO?)的應(yīng)用需基于材料特性:
-
?氬氣(Ar)?:密度高(1.784 kg/m³)����,適合薄板焊接(<3 mm)�����,如1.5 mm低碳鋼焊縫氧化層僅0.5 μm���。但低導(dǎo)熱性(0.0177 W/m·K)導(dǎo)致熔深較淺�����,需通過離焦或脈沖調(diào)制抑制等離子體云����。
-
?氦氣(He)?:導(dǎo)熱系數(shù)是氬氣的8倍(0.1513 W/m·K)��,可提升熔深35%(如8 mm厚5083鋁合金),但高成本限制其大規(guī)模應(yīng)用��。其高電離能(24.6 eV)能有效增強激光能量吸收���。
-
?氮氣(N?)?:在不銹鋼焊接中與Cr形成氮化物�����,提升強度(如304不銹鋼焊縫Cr含量達18.2%)����,但過量使用會導(dǎo)致雙相不銹鋼脆性相析出�����。
二��、保護氣流量的影響
保護氣流量直接關(guān)系到氣體的覆蓋能力以及熔池的流體動力學(xué)�����。流量不足(Re<2300)易引發(fā)氧化與氣孔�����,過量(Re>2300)則導(dǎo)致飛濺與焊縫凹陷。優(yōu)化策略需結(jié)合材料熱導(dǎo)率:
-
?鋼與不銹鋼:低碳鋼薄板(1-2 mm)推薦10-15 L/min�,厚板(>6 mm)增至18-22 L/min。例如����,6 mm厚316L不銹鋼流量20 L/min時,HAZ硬度均勻性提升30%��。
-
?鋁合金:高導(dǎo)熱性要求3 mm厚7075鋁合金流量25-30 L/min��,超厚板(>10 mm)需復(fù)合吹氣避免湍流��。
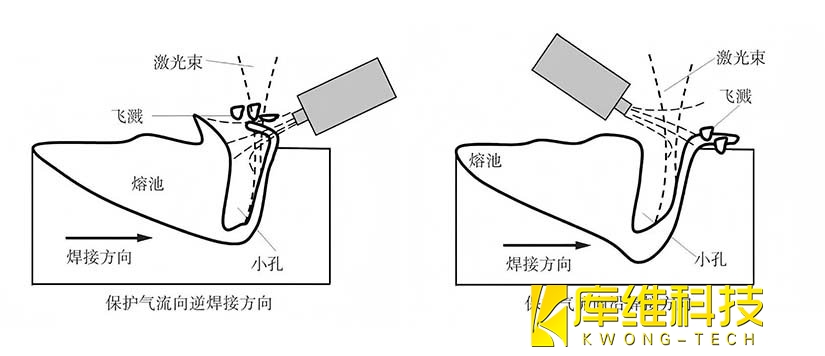
三�、保護氣吹氣方式的影響
-
?同軸吹氣:氣流與激光束同軸輸出��,能夠?qū)ΨQ覆蓋熔池�����,適合高速焊接(如汽車鍍鋅鋼 1.2 mm薄板焊接速度達40 mm/s�����,飛濺率 < 0.1),但可能干擾激光聚焦��。
-
?側(cè)向吹氣:氣流從熔池側(cè)方導(dǎo)入���,可以定向清除等離子體或底部雜質(zhì)����,適用于深熔焊(如 12 mm厚Q345鋼側(cè)吹30°時熔深增加18%�,底部氣孔率降至0.8%)。
-
?復(fù)合吹氣:結(jié)合了同軸與側(cè)向吹氣的方式�,能夠同步抑制氧化與等離子體干擾(雙噴嘴設(shè)計使3 mm厚6061鋁合金氣孔率從2.5%降至0.4%,抗拉強度達母材95%)����。
四、保護氣對焊接質(zhì)量影響
保護氣參數(shù)的本質(zhì)作用體現(xiàn)在三方面:
-
?能量傳遞:氦氣加速冷卻減少熱影響區(qū)��,氬氣延長熔池存在時間利于薄板成形����;
-
?熔池穩(wěn)定性:適當流量抑制飛濺,過量引發(fā)渦流缺陷�����;
-
?化學(xué)保護:惰性氣體隔絕氧化,活性氣體需精確控制濃度(如Ar-2%N?混合氣提升雙相不銹鋼強度)���。
通過多參數(shù)耦合優(yōu)化�����,可實現(xiàn)焊接效率提升20%-35%(如氦-氬混合氣降低鋁合金焊接成本)�,同時保障焊縫力學(xué)性能與耐蝕性���。
保護氣的類型����、流量以及吹氣方式在激光焊接工藝中起著至關(guān)重要的作用�。只有深入了解并合理優(yōu)化這些參數(shù)���,才能充分發(fā)揮激光焊接技術(shù)的優(yōu)勢�,提升焊接質(zhì)量����,滿足不同材料和應(yīng)用場景的需求,推動現(xiàn)代精密制造行業(yè)的進一步發(fā)展�����。
相關(guān)文章

激光焊接技術(shù)革新:43秒完成新能源汽車車身制造

激光微鉆孔技術(shù)全解密:材料��、原理����、方法及應(yīng)用大揭秘

激光焊接知識分享:焊縫跟蹤技術(shù)
激光焊接技術(shù)分享:激光擺動焊接技術(shù)

2024年激光焊接技術(shù)的最新趨勢

水導(dǎo)激光加工:高效精密制造的工藝規(guī)程

不同類型的焊接方法有哪些,適合哪些應(yīng)用���?

超短脈沖激光焊接在玻璃材料上的應(yīng)用

超短脈沖激光焊接在陶瓷材料上的應(yīng)用
